Stringing bij een 3D Printer Oplossen
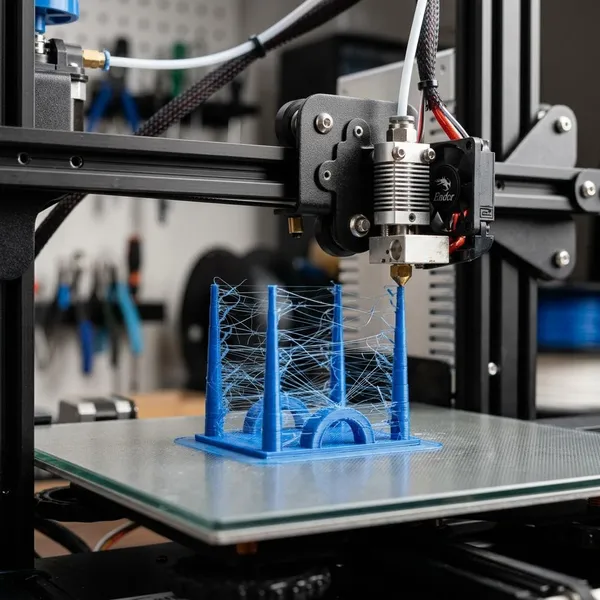
Stringing is een veelvoorkomend probleem bij 3D printen, waarbij dunne draadjes van filament tussen geprinte onderdelen verschijnen. Dit kan je printresultaten flink verstoren. Gelukkig zijn er verschillende manieren om dit probleem te verminderen of zelfs helemaal te verhelpen.
Waardoor stringing bij 3D printen ontstaat
Stringing kan verschillende oorzaken hebben. In veel gevallen ligt de oorzaak in de instellingen van je printer, de kwaliteit van het filament of zelfs de omgeving waarin je print. Hieronder bespreken we de belangrijkste oorzaken van stringing.
Te hoge printtemperatuur
Een veelvoorkomende oorzaak van stringing is een te hoge printtemperatuur. Wanneer de extruder te heet is, kan het filament te vloeibaar worden, waardoor het uit de nozzle druppelt terwijl de extruder van de ene naar de andere plek beweegt. Dit resulteert in ongewenste draadjes.
Oplossing: Verlaag de temperatuur van je extruder. Begin met het verlagen van de temperatuur met 5-10°C en kijk of de stringing afneemt.
Retractie staat niet goed ingesteld
Retractie is de beweging waarbij het filament een beetje teruggetrokken wordt in de nozzle wanneer de extruder van de ene naar de andere plek beweegt. Als deze instelling niet goed is, kan het filament blijven lekken, wat stringing veroorzaakt.
Oplossing: Pas de retractie-instellingen aan. Controleer de retractieafstand en -snelheid, en pas deze aan op basis van het type filament dat je gebruikt.
Filament is vochtig
Filament dat vocht heeft geabsorbeerd, kan luchtbellen creëren tijdens het printen, wat leidt tot onregelmatige extrusie en stringing. Vooral filamenten zoals nylon en PVA nemen snel vocht op.
Oplossing: Droog je filament goed voordat je begint met printen. Dit kan bijvoorbeeld met een filamentdroger of door het filament op een lage temperatuur in de oven te plaatsen.
Travel bewegingen zijn niet goed afgestemd
Travel bewegingen zijn de bewegingen van de extruder zonder dat er filament wordt geëxtrudeerd. Als deze bewegingen te langzaam zijn of te veel overlap hebben met geprinte delen, kan dit ook voor stringing zorgen.
Oplossing: Verhoog de snelheid van de travel bewegingen. Dit zorgt ervoor dat de extruder sneller van de ene naar de andere plek beweegt, waardoor er minder tijd is voor het filament om uit te lekken.
Zo verminder je stringing stap voor stap
Nu we de oorzaken van stringing hebben besproken, gaan we kijken naar concrete stappen die je kunt nemen om dit probleem te verminderen. Deze aanpassingen zijn eenvoudig en snel te testen op je 3D printer.
Printtemperatuur verlagen
De printtemperatuur heeft invloed op hoe het filament uit de extruder komt. Een te hoge temperatuur kan zorgen voor overmatige extrusie en stringing. Door de temperatuur te verlagen, kan de vloeibaarheid van het filament beter gecontroleerd worden.
Tip: Begin met het verlagen van de temperatuur met 5-10°C en test of de stringing afneemt.
Retractie aanpassen
Een van de belangrijkste instellingen om stringing te verminderen, is de retractie. Door de retractieafstand en -snelheid goed in te stellen, kun je ervoor zorgen dat het filament effectief teruggetrokken wordt en niet meer uit de nozzle komt dan nodig is.
Instelling: Probeer de retractieafstand tussen de 1 en 2 mm voor een 0.4 mm nozzle en een snelheid van 25 mm/s.
Travel snelheid verhogen
Als je de snelheid van de travel bewegingen verhoogt, zal de extruder sneller van de ene naar de andere plek bewegen, waardoor er minder tijd is voor filament om uit de nozzle te lekken.
Tip: Verhoog de travel snelheid met 10-20% en kijk of dit de stringing vermindert.
Filament goed drogen
Filament kan snel vocht absorberen, wat niet alleen de kwaliteit van de prints beïnvloedt, maar ook de kans op stringing vergroot. Door je filament goed te drogen, kun je dit probleem aanzienlijk verminderen.
Oplossing: Droog je filament voor gebruik. Dit kan eenvoudig met een filamentdroger of door het filament voorzichtig in de oven te drogen.

Welke instellingen het meeste verschil maken
Sommige instellingen hebben meer invloed op stringing dan andere. Hier zijn de instellingen die het meeste verschil kunnen maken als het gaat om het verminderen van stringing.
Retractie afstand en snelheid
De retractie-instellingen zijn cruciaal om stringing te voorkomen. Te veel retractie kan leiden tot onderextrusie, terwijl te weinig retractie stringing veroorzaakt.
Instelling: Stel de retractieafstand in op 1-2 mm en de snelheid op 25-30 mm/s voor de beste resultaten.
Temperatuur per filament
Elk filament heeft een ideale printtemperatuur. Het is belangrijk om de juiste temperatuur in te stellen voor het materiaal dat je gebruikt. Bij een te hoge temperatuur kan het filament te vloeibaar worden, terwijl bij een te lage temperatuur de extrusie moeilijker verloopt.
Tip: Raadpleeg altijd de aanbevolen temperatuurinstellingen voor het specifieke filament dat je gebruikt.
Combing en travel instellingen
Combing zorgt ervoor dat de extruder alleen over al geprinte gebieden beweegt tijdens de travel bewegingen. Dit kan helpen om stringing te verminderen, omdat de extruder geen open gebieden hoeft over te steken waar filament kan lekken.
Instelling: Zet de combing-instelling op "within infill" voor de beste resultaten.
Nozzle schoon en in goede staat houden
Een verstopte of beschadigde nozzle kan onregelmatige extrusie veroorzaken, wat weer stringing tot gevolg kan hebben. Het is belangrijk om je nozzle regelmatig te controleren en schoon te maken.
Oplossing: Reinig je nozzle met een naald of speciale nozzle-reiniger om verstoppingen te voorkomen.
Verschil in stringing per soort filament
Niet elk filament gedraagt zich hetzelfde als het gaat om stringing. Hier bespreken we kort hoe verschillende filamenten reageren op de afstellingen en waarom stringing varieert tussen deze materialen.
PLA geeft vaak minder stringing
PLA is een van de meest gebruikte filamenten voor 3D printen en heeft van nature minder stringingproblemen. Dit komt doordat PLA relatief makkelijk te printen is en minder gevoelig is voor temperatuurveranderingen.
Tip: PLA is ideaal voor beginners, omdat het makkelijker te printen is met minder stringing.
PETG trekt sneller draden
PETG is flexibeler en sterker dan PLA, maar het kan sneller draden trekken. Dit komt door de hogere extrusietemperatuur en de taaier structuur van PETG.
Oplossing: Verlaag de printtemperatuur of verhoog de retractiesnelheid bij gebruik van PETG om stringing te verminderen.
TPU vraagt om rustige en nauwkeurige afstelling
TPU is een flexibel filament dat bekend staat om zijn moeilijkheidsgraad bij het printen. Dit materiaal vraagt om gedetailleerde afstellingen om stringing te voorkomen.
Oplossing: Gebruik lagere print snelheden en kleine retractie-afstanden voor TPU om stringing te vermijden.
Zo test je wat voor jouw printer werkt
Het vinden van de juiste instellingen voor je printer kan soms wat trial-and-error vereisen. Maar met de juiste benadering kun je snel ontdekken wat voor jouw printer en filament het beste werkt.
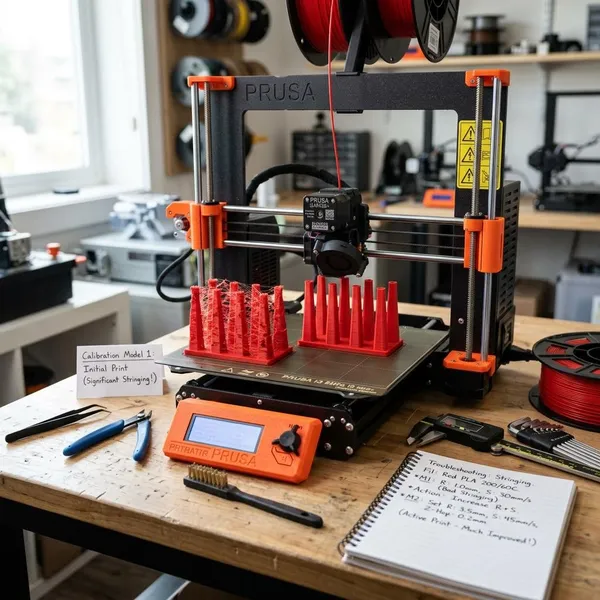
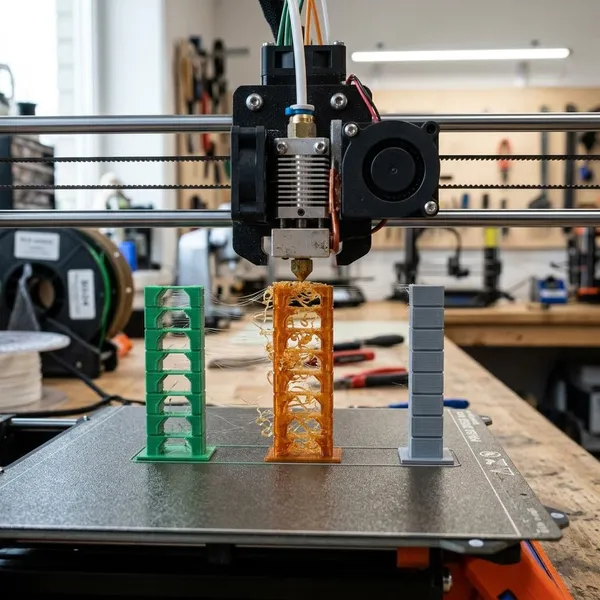
Een stringing testprint gebruiken
Een handige manier om te testen welke instellingen voor jouw printer het beste werken, is door een stringing testprint te maken. Deze prints bevatten vaak lange lijnen over open gebieden, zodat je gemakkelijk kunt zien hoeveel stringing er optreedt.
Tip: Voer de test met verschillende temperaturen en retractie-instellingen om het effect van elke wijziging te meten.
Steeds één instelling tegelijk aanpassen
Om precies te bepalen welke instelling de grootste invloed heeft, is het belangrijk om steeds maar één instelling tegelijk aan te passen. Dit maakt het makkelijker om te begrijpen welke wijziging daadwerkelijk de stringing vermindert.
Oplossing: Verander eerst alleen de temperatuur, test het resultaat, en ga daarna door met de retractie-instellingen.
Goede slicerprofielen bewaren per filament
Slicerprofielen zijn essentieel voor het consistent behalen van goede resultaten. Het opslaan van profielen voor elk type filament helpt je om snel te starten met de juiste instellingen bij toekomstige prints.
Tip: Maak voor elk filamenttype een speciaal profiel in je slicer, zodat je altijd een goed uitgangspunt hebt.

Conclusie
Stringing kan een frustrerend probleem zijn bij 3D printen, maar gelukkig is het eenvoudig op te lossen door enkele belangrijke instellingen aan te passen. Verlaag de temperatuur, pas de retractie-instellingen aan, verhoog de travel snelheid en zorg ervoor dat je filament goed gedroogd is. Met de juiste instellingen en wat geduld kun je stringing effectief verminderen en zorgen voor strakkere, schonere prints.